用途
成形品、太陽電池封止材、LCD(液晶表示ディスプレイ)プロテクトフィルム、電線用、接着剤材料、改質剤、自動車用外装部品、農業用フィルム、押出コーティングなど
- 概要
- 銘柄表
- 用途
- 製品安全情報
はじめに
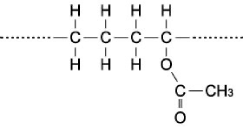
エバフレックス®(EVAFLEX™)はダウ・ケミカル社の技術により、三井・ダウ ポリケミカル株式会社が生産販売しているエチレンー酢酸ビニル共重合樹脂です。ダウ・ケミカル社のエルバックス™ (ELVAX™ )と同じく広範囲の用途に応用されるすぐれた性質の熱可塑性合成樹脂であり、用途に応じて最も適した性質の銘柄が用意されています。
* エルバックス™(ELVAX™)はダウ・ケミカル社またはその関連会社の商標です。
特長
エバフレックス®は柔軟性と弾力性に特長を発揮します。また
- 可塑剤を必要とせず柔軟で、かつ無害性です。
- 低温特性が非常に優れています。
- 耐候性に富み、オゾン老化現象がありません。
- 引裂強度、衝撃強度、ストレスクラッキング性等に優れた特性を有しています。
- 鮮明な着色が通常の方法で可能であり商品価値を高めます。比重が小さく、軽量化が可能です(ゴム、PVCに比べて30%以上軽減)。
- 透明性があり、外観、光沢が良好です。
といった特長も有し、PE、PP、PVCなどと同様に各種の成形が可能です。
用途
エバフレックス®は以下のような製品の材料として使われています

自動車用マッドガード
柔軟シート

電線用

カイロ包装

ホットメルト接着剤
| 成形法 | 用途 |
| 射出成形 | 人工芝マット、玩具自動車用タイヤ、シール容器フタ、容器中栓、スキー用具、 自動車用マッドガード、足ゴム、底材、 |
| 中空成形 | 玩具、ジャバラ管、フロート、製氷器、足踏みポンプ、スポイト、ビデ、バスシューズ、ゴムまり |
| インフレ | 農業用フィルム(農サクビ)、液体容器、中重量包装用フィルム、密着・保護用フィルム |
| 押出コーティング | 接着芯地(布/EVA)、野積シート(クロス/EVA)、低温シール包材(紙/EVA、PP/EVA) |
| 押出成形 | 電線、洗濯機排水ホース、保護パイプ、スパイラルスリーブ、泥よけ、建築土木用止水シート、 サッシガスケット、冷蔵庫パッキン、玩具用レール |
| カレンダー成形 | フレコンシート、野積シート、室内装飾品、雑貨用シート |
| 発泡 | ブラカップ(水着用)、各種包装材、サンダル、三輪車用タイヤ、各種靴底、教材 |
| その他 | ホットメルト接着剤、各種ポリマーブレンド(HDPE/EVA、PP/EVA、PVC/EVA、LDPE/EVA、 各種ゴム/EVA)、充填材ブレンド |
← Swipe →
製品安全情報
1.医療用途
この製品を人体への永久移植、又は体液や体内組織との永久接触状態で使用される医療用途には使用しないで下さい(この場合、永久とは30日以上をいいます)。
また、医薬品医療機器等法で規定される医療用具などその他の医療用途に使用される場合は、事前に弊社にご相談ください。
2.食品包装用途
食品用器具・容器包装材に係る国内外法規への収載(適合)状況につきましては、お手数ではございますが弊社までお問い合わせ下さい。
銘柄物性一覧
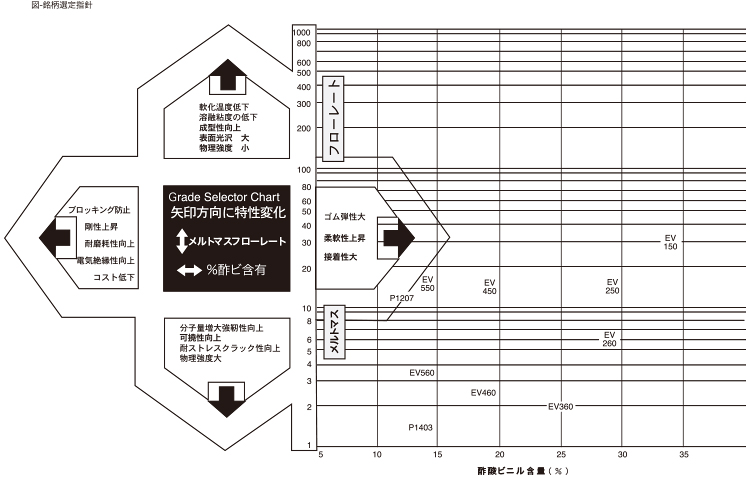
エバフレックス®には表に示すような酢酸ビニル含量とメルトマスフローレート(MFR)の異なる各種の銘柄があり、ダウ・ケミカル社のエルバックス(ELVAX * )と同様に広範囲の用途に応用されております。
*エルバックス™(ELVAX™)はダウ・ケミカル社またはその関連会社の商標です。
エバフレックス®銘柄の物性一覧表
| 銘柄 | 試験項目 | メルトマス フローレイト |
VA含有量 | 密度 | 引張破壊応力 | 引張破壊ひずみ | 曲げ剛性率 | デュロメータ A硬さ |
ビカット 軟化温度 |
融点 | 主要途 | 食品衛生性 〇:収載(取得)×:非収載(非取得)-:未確認 1)弊社では食品疑似溶媒等による適合性の試験は実施しておりません。 2)収載(取得)であっても各種制限等がある場合もございますので、必ず弊社に詳細をご確認下さい。 3)食品衛生性情報は必ずしも各法規制(含 自主基準)の最新版を反映しているものではなく、 必ず弊社に詳細をご確認下さい。 |
|||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 測定方法 | JIS K7210:1999 (190℃,2.16㎏荷重)*1 |
JIS K7192 :1999 |
JIS K7112 :1999 |
JIS K7161-1:2014 K7161-2:2014*2 |
JIS K7161-1:2014 K7161-2:2014*2 |
JIS K7106 :1995 |
JIS K 7215 :1986 |
JIS K7206 :1999 |
JIS K 7121 :1987 |
||||||
| 単位 | g/10min | % (質量百分率) |
㎏/m3 | MPa | % | MPa | - | ℃ | ℃ | 消費者庁 ポジティブ リスト |
JCIIセンター 確認証明書 |
米国FDA 21CFR |
欧州 PIM |
||
| EV45LX | 2.5 | 46 | 980 | 2.5 | 1000以上 | 1以下 | 43 | 30以下 | - | 押出成形(シート、電線) | 〇 | 〇 | 〇 | 〇 | |
| EV45X | 100 | 46 | 970 | 0.2 | 1000以上 | 1以下 | 36 | 30以下 | - | 塗料、接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV40LW | 2 | 41 | 970 | 11 | 1000以上 | 2 | 47 | 30以下 | 45 | 押出成形(電線)、発泡成形(シューズ)、各種ポリマーブレンド | 〇 | × | 〇 | 〇 | |
| EV40W | 65 | 41 | 970 | 3 | 1000以上 | 1 | 49 | 30以下 | 46 | 塗料、接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| V5774ETWR | 700 | 33 | 960 | 2 | 1000以上 | 6 | 66 | 30以下 | 62 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| V5772ETR | 400 | 33 | 960 | 3 | 1000以上 | 6 | 69 | 30以下 | 62 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| V5773W | 90 | 33 | 950 | 5 | 1000以上 | 6 | 67 | 30以下 | 60 | 接着剤原料、各種ポリマーブレンド | 〇 | × | 〇 | 〇 | |
| EV150 | 30 | 33 | 960 | 7 | 900 | 8 | 71 | 32 | 61 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| V523 | 14 | 33 | 960 | 13 | 900 | 9 | 75 | 34 | 62 | 押出成形(フィルム、シート、電線) | 〇 | 〇 | 〇 | 〇 | |
| EV170 | 1 | 33 | 960 | 14 | 800 | 8 | 72 | 33 | 60 | 押出成形(パイプ、ホース、電線) | 〇 | 〇 | 〇 | 〇 | |
| EV180 | 0.2 | 33 | 960 | 26 | 600 | 7 | 75 | 39 | 60 | 押出成形(電線) | 〇 | × | 〇 | 〇 | |
| EV205WR | 800 | 28 | 950 | 3 | 900 | 14 | 80 | 32 | 71 | 接着剤原料、各種ポリマーブレンド | 〇 | × | 〇 | 〇 | |
| EV210 | 400 | 28 | 940 | 2 | 800 | 7 | 70 | 30以下 | 61 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV210ETR | 400 | 28 | 950 | 5 | 900 | 13 | 81 | 34 | 71 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV220 | 150 | 28 | 950 | 4 | 900 | 10 | 76 | 31 | 65 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV220ETR | 150 | 28 | 950 | 6 | 900 | 13 | 80 | 35 | 71 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV250 | 15 | 28 | 950 | 16 | 900 | 12 | 80 | 38 | 71 | 射出成形、押出成形、接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV250R | 15 | 28 | 950 | 16 | 900 | 12 | 80 | 38 | 70 | 接着剤原料、各種ポリマーブレンド | 〇 | × | 〇 | 〇 | |
| EV260 | 6 | 28 | 950 | 21 | 800 | 16 | 83 | 42 | 72 | 押出成形(パイプ、異形品)、接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| V421 | 4 | 28 | 950 | 25 | 800 | 15 | 83 | 42 | 72 | 押出成形(電線) | 〇 | 〇 | 〇 | 〇 | |
| EV270 | 1 | 28 | 950 | 26 | 700 | 15 | 83 | 44 | 70 | 押出成形(電線) | 〇 | 〇 | 〇 | 〇 | |
| EV310 | 400 | 25 | 940 | 3 | 800 | 11 | 78 | 30 | 67 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV360 | 2 | 25 | 950 | 27 | 700 | 24 | 87 | 49 | 77 | 押出成形(異形品)、接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| V406 | 20 | 20 | 940 | 16 | 800 | 30 | 89 | 50 | 81 | 押出成形(シート)、カレンダー成形(シート) | 〇 | 〇 | 〇 | 〇 | |
| V422R | 0.9 | 20 | 940 | 32 | 800 | 38 | 90 | 60 | 84 | 押出成形(シート)、カレンダー成形(シート) | 〇 | × | 〇 | 〇 | |
| V577 | 800 | 19 | 930 | 3 | 300 | 21 | 85 | 32 | 72 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV410 | 400 | 19 | 930 | 4 | 600 | 24 | 87 | 36 | 75 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV420 | 150 | 19 | 940 | 7 | 700 | 27 | 88 | 42 | 78 | 接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV450 | 15 | 19 | 940 | 14 | 800 | 32 | 91 | 52 | 82 | 射出成形、押出コーティング、接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV460 | 2.5 | 19 | 940 | 23 | 700 | 38 | 91 | 58 | 84 | 押出成形(異形等)、発泡成形、接着剤原料、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| V5274 | 0.8 | 17 | 940 | 27 | 700 | 48 | 93 | 66 | 87 | 押出成形(電線) | 〇 | 〇 | 〇 | 〇 | |
| V5951 | 18 | 17 | 940 | 11 | 600 | 51 | 92 | 53 | 94 | 射出成型 | - | × | - | - | |
| V5714C | 2.7 | 16 | 940 | 24 | 700 | 51 | 92 | 65 | 88 | 押出成形(フィルム) | 〇 | 〇 | 〇 | 〇 | |
| EV550 | 15 | 14 | 930 | 15 | 700 | 51 | 93 | 62 | 88 | 射出成形、押出コーティング、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| EV560 | 3.5 | 14 | 930 | 18 | 700 | 57 | 93 | 66 | 89 | 押出成形(異形等)、発泡成形、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| P1403 | 1.3 | 14 | 930 | 21 | 700 | 55 | 94 | 68 | 89 | 押出成形(フィルム、シート) | 〇 | 〇 | 〇 | 〇 | |
| V56113 | 20 | 12 | 930 | 12 | 600 | 74 | 95 | 64 | 95 | 射出成形 | 〇 | × | 〇 | 〇 | |
| P1207 | 12 | 12 | 930 | 15 | 700 | 60 | 94 | 66 | 90 | 射出成形、各種ポリマーブレンド | 〇 | 〇 | 〇 | 〇 | |
| V987 | 0.3 | 12 | 930 | 26 | 600 | 72 | 94 | 76 | 94 | 押出成形(異形等) | 〇 | × | 〇 | 〇 | |
| P1007 | 9 | 10 | 930 | 15 | 700 | 72 | 95 | 71 | 94 | 射出成形、押出成形(フィルム) | 〇 | 〇 | 〇 | 〇 | |
| V5961 | 1.7 | 9 | 930 | 21 | 700 | 79 | 95 | 74 | 96 | 押出成形(フィルム) | 〇 | 〇 | 〇 | 〇 | |
(注)表示データは、特定条件下で得られた測定値の代表例です。規格値としては採用できません。銘柄選定の目安としてご使用ください。
*1 一部の銘柄ではJIS K7210-1を参考に、当社規定の加重および温度条件下で測定し、2160g(21.18N)の荷重・190℃の温度条件の値に換算したものをg/10minの単位で表しています。
*2 引張試験 試験片の種類及び試験速度:JIS K 7161-2 / 1BA / 20
・ 本表には代表的銘柄のみ記載しております。本表にない銘柄の有無については、弊社までお問い合わせ頂きますようお願い致します。
銘柄選定指針